

Bộ điều khiển độ cao đầu cắt plasma đóng vai trò quan trọng trong hoạt động của đầu cắt, cũng như máy cắt plasma. Với nhiều tính năng hữu ích, giúp cho đầu cắt plasma vận hành một cách an toàn, chính xác và hiệu quả hơn.
Bộ điều khiển độ cao đầu cắt plasma là gì?
Bộ điều khiển độ cao đầu cắt plasma (hay còn gọi là bộ THC) là một bộ phận quan trọng trong quá trình cắt plasma. Nó giúp điều chỉnh đầu cắt lên xuống một cách tự động theo mức độ cong vênh của tôn để đảm bảo khoảng cách giữa mỏ cắt và vật liệu luôn ổn định.
Bộ điều khiển độ cao đầu cắt plasma phản ứng rất nhạy với độ nhấp nhô của phôi, giúp mỏ cắt chỉ chạm nhẹ xuống tôn rồi nhấc lên nhanh chóng. Hiệu quả với tôn mỏng, tăng hiệu suất cắt và giảm thiểu tối đa va chạm của mỏ với tôn, tránh gây hỏng bép và hư hại cho mỏ cắt. Có thể thiết lập ở hai chế độ: tự động và bằng tay thông qua sử dụng các nút chức năng trên bộ điều khiển, phù hợp với mọi nguồn cắt Plasma.
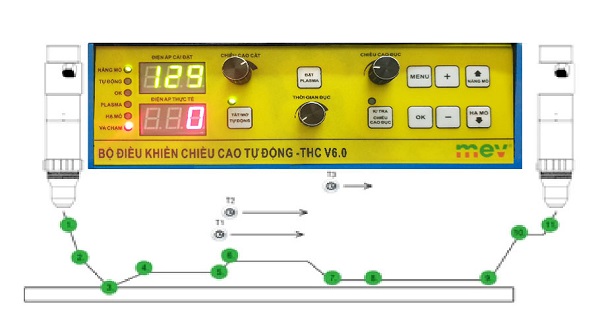
Với các chế độ điều chỉnh: thời gian Delay khi đục lỗ, chiều cao đục lỗ, nâng hạ mỏ tự động.
Với các nguồn plasma từ 100A đến 200A sử dụng bộ THC V6.0, V6.1. Nguồn 300-400A sử dụng bộ THC F1629DV để đem lại hiệu quả tốt nhất.

Các tính năng của bộ điều khiển độ cao đầu cắt plasma
Bộ điều khiển độ cao đầu cắt plasma có nhiều tính năng hữu ích giúp cho quá trình cắt và gia công trở nên dễ dàng và chính xác hơn.
Điều chỉnh chiều cao cắt
Điều chỉnh chiều cao cắt (tia plasma tính từ mỏ xuống tôn) hợp lý với từng độ dày tôn và nguồn plasma theo thông số đưa ra của nhà cung cấp để đem lại hiệu quả cắt tốt nhất.
Điều chỉnh chiều cao đục lỗ
Là khoảng cách từ mỏ xuống tôn cần được điều chỉnh phù hợp (không quá cao hoặc quá thấp) đảm bảo hồ quang được phóng ra cắt đứt được tôn và không bị xỉ bắn lên mỏ cắt.
Cài đặt thời gian đục lỗ
Là thiết lập thời gian đục lỗ phù hợp đủ để cắt đứt tấm tôn trước khi mỏ cắt di chuyển sang vị trí khác.
Chế độ nâng hạ mỏ tự động
Bộ điều khiển độ cao đầu cắt plasma có chế độ tự động nâng hạ đầu cắt plasma. Đảm bảo độ cao của mỏ cắt luôn ở một vị trí phù hợp nhất định, không va chạm vào bề mặt tôn, tránh làm hỏng tấm tôn, mỏ cắt và các bộ phận liên quan. Điều này giúp cho quá trình cắt được thực hiện một cách an toàn và hiệu quả. Đồng thời tăng tuổi thọ của mỏ cắt, cũng như máy cắt plasma.
Bộ điều khiển độ cao đầu cắt plasma có ưu điểm gì?
Bộ điều khiển độ cao đầu cắt plasma sở hữu nhiều ưu điểm nổi bật như:
– Tăng hiệu suất cắt
– Giảm thiểu lỗi gặp phải khi cắt
– Tiết kiệm chi phí sản xuất và chi phí tiêu hao phụ kiện
– Tăng độ chính xác của sản phẩm sau cắt
– Tích hợp đầy đủ các tính năng, tương thích với các bộ điều khiển CNC.
– Có khả năng chống nhiễu cao và làm việc ổn định, liên tục
– Dễ dàng tương thích với các phần mềm CNC, thiết kế đơn giản và gọn nhẹ.

Các lỗi hay gặp trong cài đặt thông số của THC
Trong quá trình sử dụng bộ điều khiển độ cao đầu cắt plasma, người dùng có thể gặp phải một số lỗi trong quá trình cài đặt thông số. Dưới đây là một số lỗi thường gặp và cách khắc phục:
Chiều cao cắt quá thấp hoặc quá cao
Chiều cao cắt quá thấp hoặc quá cao có thể dẫn đến việc cắt không đạt được độ chính xác mong muốn. Nếu chiều cao cắt quá thấp, mỏ cắt có xu hướng lao xuống tôn có thể gây va chạm với bề mặt vật liệu, hư hỏng cho mỏ cắt và vật liệu cần cắt. Báo lỗi Plasma collision.
Ngược lại, nếu chiều cao cắt quá cao sẽ không cắt đứt được tôn hoặc mạch cắt bị vát nhiều.
Khắc phục: cần điều chỉnh chiều cao cắt trong các thông số của bộ điều khiển độ cao đầu cắt plasma sao cho phù hợp với từng độ dày của tôn. Tuân thủ theo bảng thông số từ nhà cung cấp để đạt hiệu quả cắt tốt nhất.
Thời gian đục quá lâu hoặc quá nhanh
Khi thời gian đục lỗ quá lâu: làm mất nhiều thời gian đục lỗ không cần thiết, ảnh hưởng tới thời gian hoàn thiện sản phẩm, hoặc mất hồ quang, làm chậm tiến độ công việc.
Ngược lại, thời gian đục lỗ quá nhanh: sẽ dẫn đến không đủ thời gian để hoàn thành việc đục lỗ, chưa đục thủng được tôn mỏ cắt đã di chuyển dẫn đến tôn không được cắt đứt.

Để khắc phục lỗi này, bạn cần kiểm tra kỹ các thông số của bộ điều khiển độ cao đầu cắt plasma và điều chỉnh thời gian đục lỗ cho phù hợp với độ dày và loại vật liệu cần cắt. Nhà cung cấp sẽ cung cấp bảng thông số chi tiết cho phần này.
Chiều cao đục lỗ quá cao hoặc quá thấp
Đây cũng là một lỗi mà người dùng thường hay gặp phải khi sử dụng bộ điều khiển độ cao đầu cắt plasma.
Khi chiều cao đục lỗ quá cao: hồ quang phóng ra từ đầu cắt plasma sẽ không thể tiếp xúc với bề mặt vật liệu, nên không thể đục thủng tôn, ảnh hưởng tới quá trình cắt hoặc gây mất hồ quang.
Còn nếu chiều cao đục lỗ quá thấp: đầu mỏ cắt sẽ chạm sát tôn nên khi đục lỗ xỉ bắn vào mỏ làm tắc mỏ, tắc bép cắt dẫn đến hỏng mỏ và bép.
Để tránh tình huống này phát sinh, quý khách hàng cần phải cài đặt chiều cao đục lỗ phù hợp với độ dày cùng loại vật liệu cần cắt. Trong trường hợp cần thiết, dựa theo thông số đưa ra của nhà cung cấp, người dùng có thể thử nghiệm với các giá trị khác nhau để tìm ra giá trị tối ưu cho từng loại vật liệu.
Ngoài ra, nếu bộ điều khiển độ cao đầu cắt plasma có tính năng tự động điều chỉnh độ cao đục lỗ, bạn nên bật lên trước khi cắt để đảm bảo chiều cao đục lỗ được điều chỉnh một cách hợp lý và tránh các vấn đề phát sinh có thể xảy ra.
Với những thông tin được chia sẻ trong bài viết, MEV Việt Nam hy vọng bạn có thể hiểu và sử dụng bộ điều khiển độ cao đầu cắt plasma một cách tốt hơn. Để tiết kiệm thời gian và tối ưu hóa hoạt động sản xuất hiệu quả.
Cần hỗ trợ hoặc tư vấn thêm, Quý khách hàng có thể liên hệ trực tiếp với MEV qua Hotline: 0971340668. MEV luôn sẵn sàng hỗ trợ.
> Xem thêm: các linh kiện máy cắt plasma
> Xem thêm: Các phụ kiện máy cắt plasma


